
In the Fastener Industry, clip and cage nuts are everywhere. They are a necessity and a staple used on mass to position, secure and hold many things with applications from consumer electronics to automotive and aerospace industries. The shear large number of these handy fasteners that get used places a lot of importance on the ability to make them, make them fast, accurately and lots of them.
Here’s an idea. Why not produce them in mass, making as many as 100 pieces or more simultaneously and every several seconds will do another 100 or so, sound doable? It is and it’s called Progressive Die Tapping, and Zagar can show you how, and then build you a machine to do it.
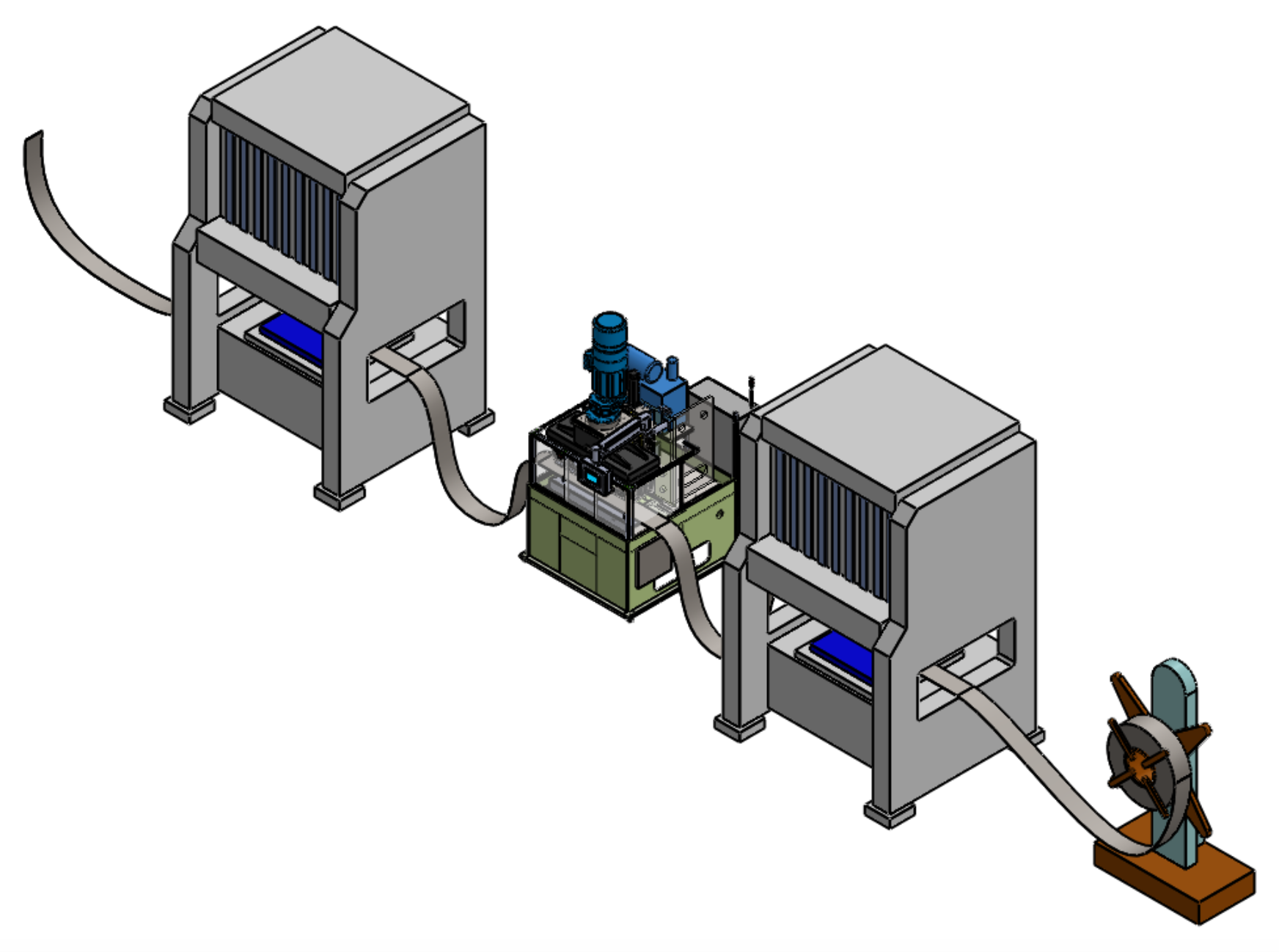
Overview of a typical setup with two presses surrounding a Zagar Multi-Spindle Tapping Machine
The process takes place while the clip and cage nuts are still on the strip. Here’s how it works. One, it’s totally automated. The material is fed off the coil, a lag is created and a punch press pierces the material to begin to form first group. The in-process material is then pulled into the close-center, multi spindle tapping machine where all threaded holes are produced in one pass. Then onto a blanking press where finished pieces are punched out. The feed is continuous, with a precise amount of slack between stations, so each time the material is positioned, all three operations are performed. Simultaneously produce one hundred, or hundreds for that matter, of fasteners like clip and cage nuts.
![]() The process of continuous strip blanking uses coil feed right to left with needed slack in between stations for pierce, tap and blank
The process of continuous strip blanking uses coil feed right to left with needed slack in between stations for pierce, tap and blank
Sounds simple, right? Well, it is if you have everything precisely programmed and have a machine capable of placing all those spindles exactly and very close to center. That’s where Zagar capability and experience comes into play. A unique gearless drive is key to making it happen. Not only getting them close but ensuring rigid performance that avoids backlash and risks thread tolerance. The result – quality threads with no lag or out of tolerance thread forms due to gear train play.

A closer look shows the array of spindles
Automating precision tapping between progressive dies is a no brainer. Clean, simple, easy and quick setup, it just requires the right engineering to get going. With Zagar ballscrew design, customers get precision, cluster tapping that is CNC controlled and easily integrated. A (PLC) Motion controller capable of coordinated motion / linear interpolation provides True Rigid tapping. Taps run at their proper feeds and speeds resulting in accurate threads as well as cutting tool longevity. And, it’s not limited to any particular press manufacturer, or die maker.

A finished 128 spindle tapping machine makes its way to the loading dock at Zagar
Zagar tapping cycles once per multiple of stamping cycles, and in doing so, wear and tear and maintenance are dramatically and significantly reduced. Progressive die tapping is a viable alternative to slant bed tapping. The dividing line between the two technologies can be determined by size of part, complexity and quantity.
The material for these tidy fasteners can vary and include tougher ones like cold-rolled steel. To machine those with predictability, Zagar makes its drill head with a 60 hp direct drive gear motor capable of 650 rpm. A Servo slide with hydraulic counterbalance for z axis can do any thread pitch for true rigid tapping. All solutions are manufactured in the USA and offer very long and predictable performance.
Recent Comments